

ID : MRU_ 435628 | Date : Dec, 2025 | Pages : 248 | Region : Global | Publisher : MRU
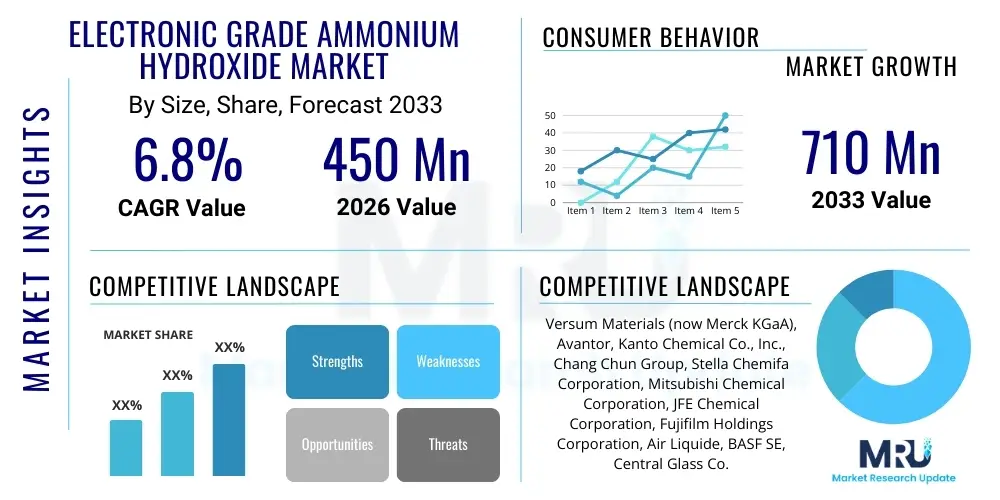
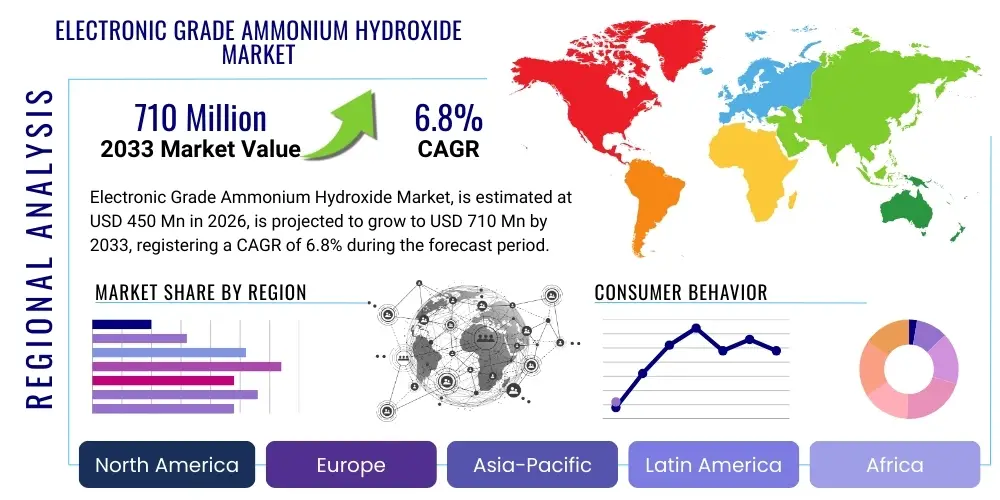
The Electronic Grade Ammonium Hydroxide Market is projected to grow at a Compound Annual Growth Rate (CAGR) of 6.8% between 2026 and 2033. The market is estimated at $450 Million USD in 2026 and is projected to reach $710 Million USD by the end of the forecast period in 2033.
Electronic Grade Ammonium Hydroxide (EGAH), typically required at ultra-high purity levels such as G4 and G5, is a foundational specialty chemical indispensable in the semiconductor manufacturing ecosystem. This critical chemical, an aqueous solution of ammonia, serves as a vital component in various wet chemical processes, primarily for cleaning, etching, and surface preparation of silicon wafers and advanced materials. The demand is intrinsically linked to the complexity and density of integrated circuits (ICs), requiring EGAH with stringent limits on metallic impurities (often in parts per trillion, ppt) to prevent defect formation and ensure high device yield, especially as nodes shrink below 10nm.
The primary applications of EGAH include the standard clean-1 (SC-1) step within the RCA cleaning process, where it is mixed with hydrogen peroxide and deionized water to remove particulate matter and organic residues from the wafer surface. Beyond cleaning, EGAH is utilized in specific etching formulations designed for materials like silicon nitride or select metals, contributing significantly to pattern definition and device architecture creation. Its effectiveness in achieving pristine wafer surfaces without introducing harmful contaminants is the key benefit driving its usage across foundry, memory, and specialized device manufacturing sectors. Furthermore, its role is expanding in advanced packaging and microelectromechanical systems (MEMS) fabrication where precise material handling is paramount.
Market growth is predominantly driven by the relentless advancement of semiconductor technology, necessitating increased purity standards and higher consumption per wafer, particularly in Asia Pacific where the vast majority of semiconductor fabrication plants (fabs) are located. The expansion of 5G infrastructure, artificial intelligence (AI) hardware, and high-performance computing (HPC) platforms mandates higher volumes of advanced chips, thereby directly escalating the requirement for ultra-pure process chemicals like EGAH. Regulatory demands for environmental sustainability also influence production methods, pushing manufacturers towards more efficient and less resource-intensive purification and recycling techniques.
The Electronic Grade Ammonium Hydroxide market is experiencing robust growth fueled by unprecedented expansion in global semiconductor capacity, particularly in the construction of new mega-fabs across Asia and planned expansions in North America and Europe. Key business trends include the vertical integration of chemical suppliers with stringent quality control mechanisms to meet Grade 5 (ppt level) purity specifications, which is becoming the baseline requirement for cutting-edge manufacturing processes below the 7nm node. Strategic partnerships between chemical manufacturers and major foundries are crucial for co-developing customized chemical formulations, ensuring supply chain resilience, and achieving immediate technological alignment with rapidly evolving IC designs. Furthermore, emphasis on closed-loop systems and chemical recycling is gaining traction due to high operational costs and environmental regulations, shifting the business model towards service-oriented chemical management.
Regionally, Asia Pacific, specifically Taiwan, South Korea, China, and Japan, dominates the consumption landscape, housing the world's largest memory and logic foundries, making it the epicenter of demand for high-purity EGAH. However, significant governmental initiatives like the U.S. CHIPS Act and the European Chips Act are driving substantial investment in domestic semiconductor production, creating burgeoning opportunities for EGAH suppliers to localize production in North America and Europe. This geographic diversification is essential for mitigating risks associated with geopolitical trade tensions and increasing regional supply chain self-sufficiency. Emerging trends indicate that the establishment of local purification facilities closer to consumption centers will become a major factor in competitive differentiation, reducing logistics overheads and minimizing risks associated with long-distance chemical transport.
Segmentation trends reveal a strong shift towards the adoption of G5 purity EGAH, driven by the mass production of complex 3D NAND and advanced logic chips. While G4 remains relevant for older processes and periphery applications, the growth trajectory is overwhelmingly concentrated in the G5 segment, reflecting the industry's continuous drive towards smaller feature sizes and higher transistor densities. Application-wise, wafer cleaning and surface preparation remain the largest consuming segment, although specialized etching applications in advanced packaging technologies are showing the fastest growth rate. Material innovation in the semiconductor sector also necessitates continuous R&D into EGAH synthesis and packaging materials to ensure product stability and prevent contamination during storage and delivery to the point of use within the cleanroom environment.
User inquiries concerning AI's impact on the Electronic Grade Ammonium Hydroxide market primarily revolve around how machine learning can enhance the quality assurance and manufacturing efficiency of ultra-pure chemicals, and whether AI-driven semiconductor design will alter the demand profile for specific wet chemicals. Users are keenly interested in predictive maintenance models applied to the complex purification equipment (like sub-boiling distillation apparatus) used in EGAH production, aiming to minimize costly downtime and maintain stringent purity levels consistently. Another significant area of concern involves the use of AI in analyzing real-time sensor data from the chemical manufacturing process and the subsequent wafer fabrication stages, enabling tighter control over chemical mixture ratios and contamination detection, thereby potentially reducing overall chemical consumption per wafer through optimization. The key themes summarized across user questions point toward leveraging AI for process stability, enhanced quality control (QC), and optimized supply chain logistics within the high-stakes, low-tolerance environment of electronic grade chemical manufacturing.
The implementation of AI and sophisticated analytical algorithms is set to revolutionize EGAH production by moving quality control from intermittent batch testing to continuous, real-time monitoring and predictive failure analysis. AI algorithms can process vast datasets related to raw material variability, temperature gradients during purification, and ambient environmental factors, identifying subtle correlations that traditional statistical process control (SPC) methods often miss. This capability ensures that the final product consistently meets G5 and G4 purity standards, minimizing batch rejection rates and associated waste. Furthermore, in the context of fab operations, AI optimizes the formulation and delivery of EGAH mixtures (like in the SC-1 step) based on specific wafer loads and preceding process steps, ensuring optimal cleaning efficiency and yield enhancement, which indirectly stabilizes and drives reliable demand for the high-ppurity chemical.
The adoption of AI-enhanced automation in distribution and inventory management also plays a crucial role. Given the sensitivity of EGAH to contamination and its requirement for specialized packaging and transportation, AI systems can optimize logistics routes, predict consumption patterns at various fabs based on production schedules, and manage buffer stocks effectively. This level of optimization is vital for just-in-time delivery systems utilized by major foundries, reducing the need for large on-site storage and ensuring the chemical retains its integrity up until the point of use. This trend of smart manufacturing integration ultimately leads to improved resource utilization, better sustainability metrics, and a more resilient supply chain for this critical semiconductor material.
The market for Electronic Grade Ammonium Hydroxide is fundamentally influenced by a dynamic interplay of technological drivers stemming from Moore’s Law and structural restraints related to manufacturing complexity and regulatory oversight. Primary drivers include the continuous demand for advanced node semiconductors (7nm, 5nm, and below), which require exponentially cleaner wafer surfaces, thereby escalating the demand for G5 purity EGAH. Opportunities abound in the development of localized, robust supply chains in North America and Europe, stimulated by massive government subsidies aimed at securing domestic semiconductor production, thereby reducing reliance on traditional Asian supply hubs. However, the market faces significant restraints, including the extreme capital expenditure required for building and operating ultra-high purity chemical manufacturing facilities, the technical challenge of maintaining PPT-level impurity control, and strict regulatory hurdles related to chemical handling, storage, and disposal, which impose substantial operating costs on suppliers and limit market entry for new players.
Key drivers center around the proliferation of semiconductor applications, particularly in advanced computing, automotive electronics, and data centers. The transition to advanced memory architectures (like high-density 3D NAND and advanced DRAM) and complex 3D device stacking demands flawless wafer processing, making EGAH purity a non-negotiable factor affecting billions of dollars in output. This demand environment translates into long-term contracts and strategic supplier engagements, fostering stability for established market players. Furthermore, the push towards sustainability and resource efficiency acts as both a driver and an opportunity, encouraging innovations in chemical recycling and regeneration systems within fabs, potentially leading to lower overall material waste and enhanced operational expenditures (OPEX) for end-users, while also creating a new service revenue stream for chemical providers.
The primary impact force shaping the market structure is the bargaining power of major semiconductor manufacturers. As end-users, large foundries and memory producers exert considerable pressure on chemical suppliers regarding purity specifications, delivery timelines, and price points, given that chemical quality directly correlates with final chip yield. This pressure forces suppliers to continuously invest heavily in R&D and advanced purification infrastructure, intensifying the competitive landscape primarily based on technological superiority rather than scale alone. Geopolitical stability and trade policies also act as significant external forces; any disruption in key manufacturing regions or imposition of export controls on specialized purification equipment can severely impact the global supply capacity for ultra-high purity chemicals, highlighting the critical need for global supply chain redundancy and resilience.
The Electronic Grade Ammonium Hydroxide market is primarily segmented based on the Purity Grade required by the end-user, the specific Application in the wafer fabrication process, and the End-Use Sector (Semiconductor type). Purity level is the most critical differentiator, reflecting the capability of suppliers to achieve and maintain exceptionally low contaminant levels, measured in parts per billion (ppb) for Grade 4 (G4) and parts per trillion (ppt) for Grade 5 (G5). The market concentration is increasingly moving toward the G5 segment, driven by manufacturers utilizing 14nm nodes and below, as any trace metallic contamination at these small scales can catastrophically reduce device performance and yield. Understanding these purity requirements is paramount for market sizing and forecasting, as G5 products command a substantial price premium over G4 variants.
Application segmentation reveals that wafer cleaning, specifically the SC-1 step of the RCA process, remains the dominant consumption area due to the recurring need for meticulous surface preparation throughout the fabrication cycle. However, the use of EGAH in specialized etching mixtures, particularly for complex materials used in high-aspect ratio structures, is expanding rapidly, correlating with the increasing complexity of 3D IC designs and memory structures. End-use segmentation highlights that Foundries (such as TSMC, Samsung Foundry, and GlobalFoundries) and Memory manufacturers (such as Samsung Memory, SK Hynix, and Micron) represent the overwhelming majority of demand. These sectors require continuous, high-volume supply and adhere to the most rigorous purity standards, defining the technological frontier of the EGAH market.
The strategic importance of these segmentations lies in their direct correlation with market value and technological complexity. Suppliers must tailor their production and quality control processes to meet the distinct requirements of each purity grade and application. For example, supplying G5 EGAH to a leading foundry for advanced logic cleaning requires vastly different packaging, logistical protocols, and quality certification than supplying G4 grade material to a display panel manufacturer. The increasing integration between logic and memory components further blurs traditional end-use lines, necessitating suppliers to offer versatile, high-purity solutions capable of supporting diverse fabrication needs under one umbrella contract.
The value chain for Electronic Grade Ammonium Hydroxide is complex and highly specialized, beginning with the acquisition of high-quality industrial-grade ammonia (upstream) and culminating in its precise delivery and consumption within a sterile cleanroom environment (downstream). The upstream segment involves the synthesis of base ammonia, which must adhere to certain preliminary quality checks before undergoing the rigorous, multi-stage purification process. Key activities at this stage include sourcing high-purity raw materials and proprietary chemical processing required to manufacture the initial aqueous solution, representing a significant technical barrier due to the need for initial contaminant reduction before the final ultra-purification steps. Since standard industrial ammonia is often inadequate, specialized suppliers are required, demanding tight integration and long-term contracts between basic chemical producers and electronic grade specialists.
The midstream segment, focusing on purification and formulation, adds the most significant value. This stage utilizes advanced techniques such as continuous sub-boiling distillation, chromatographic separation, and ultrafiltration, often performed in ISO Class 1 cleanroom environments, to strip impurities down to the PPT level (G5 grade). After purification, the chemical is packaged in highly specialized, inert containers (e.g., high-density polyethylene drums or specialized stainless steel containers) designed to prevent leaching and contamination during transport and storage. Quality control testing is exhaustive, utilizing highly sensitive analytical equipment (like ICP-MS) to certify purity for each batch before distribution.
The downstream segment involves distribution, logistics, and consumption. Distribution channels are highly controlled; due to the hazardous nature and extreme purity requirements, direct distribution from the manufacturer to the fab is prevalent. Indirect channels might involve specialized, certified chemical distributors capable of managing regulated logistics and maintaining required storage conditions. End-users (fabs) receive the product and integrate it into automated chemical delivery systems (CDS), emphasizing safety protocols and real-time monitoring of chemical integrity. The entire value chain is characterized by low margins in the upstream raw material phase and very high technical margins in the midstream purification phase, reflecting the immense intellectual property and infrastructure investment required to produce G5 purity chemicals.
Potential customers and end-users of Electronic Grade Ammonium Hydroxide are exclusively confined to industries requiring ultra-clean, defect-free material surfaces, dominated by the semiconductor fabrication sector. The primary buyers are massive integrated device manufacturers (IDMs) and pure-play foundries that operate high-volume, advanced manufacturing facilities (fabs). These customers purchase EGAH in large bulk containers, often demanding highly customized delivery schedules and packaging solutions that interface directly with their automated chemical supply systems. Procurement decisions are based less on price and more heavily on consistent product quality, reliability of supply, and the supplier's technical support capabilities, given the profound impact chemical quality has on chip yield and profitability.
Major consumers include global semiconductor giants like Taiwan Semiconductor Manufacturing Company (TSMC), Samsung Electronics, Intel, SK Hynix, and Micron Technology. These entities require EGAH not just in volume but specifically at G5 purity levels for their advanced logic and memory production lines (e.g., 5nm, 3nm nodes). Secondary but growing customer segments include specialized manufacturers of advanced display technologies (OLED and high-resolution LCD panels) and companies involved in advanced packaging and outsourced semiconductor assembly and test (OSAT), which also use EGAH in specialized cleaning and etching steps. Furthermore, research laboratories and pilot manufacturing lines focused on next-generation materials and device architectures represent a smaller but technically demanding customer base, often requiring unique, small-batch formulations.
The purchasing cycle for these customers is typically long-term and strategic, often involving rigorous qualification processes (lasting 12–24 months) where the supplier's product is tested extensively in production environments before being approved for mass consumption. Once approved, suppliers are usually locked into multi-year contracts, emphasizing the strong relationship dynamics between high-purity chemical manufacturers and large foundries. The trend of regionalization is also influencing customer behavior, as major chip makers increasingly seek dual-sourcing strategies from suppliers located near their new or expanding regional fab clusters in North America and Europe to enhance supply security and compliance.
| Report Attributes | Report Details |
|---|---|
| Market Size in 2026 | $450 Million USD |
| Market Forecast in 2033 | $710 Million USD |
| Growth Rate | 6.8% CAGR |
| Historical Year | 2019 to 2024 |
| Base Year | 2025 |
| Forecast Year | 2026 - 2033 |
| DRO & Impact Forces |
|
| Segments Covered |
|
| Key Companies Covered | Versum Materials (now Merck KGaA), Avantor, Kanto Chemical Co., Inc., Chang Chun Group, Stella Chemifa Corporation, Mitsubishi Chemical Corporation, JFE Chemical Corporation, Fujifilm Holdings Corporation, Air Liquide, BASF SE, Central Glass Co., Ltd., Solvay S.A., Honjo Chemical Co., Ltd., CMC Materials (now Entegris), PVS Chemicals. |
| Regions Covered | North America, Europe, Asia Pacific (APAC), Latin America, Middle East, and Africa (MEA) |
| Enquiry Before Buy | Have specific requirements? Send us your enquiry before purchase to get customized research options. Request For Enquiry Before Buy |
The technology landscape for Electronic Grade Ammonium Hydroxide is overwhelmingly defined by the necessity of achieving and maintaining ultra-high purity, primarily G5, which requires metallic contaminants and particulates to be kept below the parts per trillion (ppt) level. The core purification technology relies on highly sophisticated distillation methods, notably continuous sub-boiling distillation (SBD). Unlike conventional distillation, SBD minimizes droplet formation and subsequent re-entrainment of impurities by gently heating the surface of the liquid below the boiling point, resulting in extremely clean vapor that is condensed into the final product. This demanding process requires specialized, high-grade fluoropolymer or quartz equipment that is resistant to leaching and operated within tightly controlled cleanroom environments (often ISO Class 1 or 2) to prevent airborne contamination.
Complementing SBD, advanced filtration and quality assurance techniques are critical technological components. Ultrafiltration (UF) and nanofiltration systems are deployed throughout the process to remove sub-micron particles, ensuring the chemical meets stringent particle count specifications. The analytical instrumentation used for quality control is equally critical; specialized Inductively Coupled Plasma Mass Spectrometry (ICP-MS) and Atomic Absorption Spectroscopy (AAS) are employed to verify impurity levels at the ppt detection limit. Innovation is continuously focused on improving these analytical protocols to provide faster, more accurate, and non-destructive testing capabilities, thereby enabling quicker batch release and better process control integration for high-volume manufacturing environments. Maintaining this technological edge requires substantial investment in R&D and specialized technical personnel.
Further technological advancements are focused on the chemical packaging and delivery interface. Manufacturers are investing heavily in proprietary container materials and cleaning protocols to guarantee that the ultra-pure EGAH is not contaminated during storage or transport. For G5 purity, advanced intermediate bulk containers (IBCs) and specialized drums made from highly purified HDPE or fluoropolymers are often mandatory, ensuring minimal contact with external environments and robust protection against metallic ion leaching. Additionally, closed-loop delivery systems and remote monitoring technologies are being integrated to interface seamlessly with modern semiconductor fabrication facilities (fabs), enabling continuous purity verification at the point of use and facilitating efficient chemical management services (CMS) which minimize handling risks and enhance safety.
The APAC region remains the undisputed engine of demand and consumption for Electronic Grade Ammonium Hydroxide, accounting for the vast majority of global market share. This dominance is attributable to the concentration of the world’s leading semiconductor fabrication capacity in countries like Taiwan (TSMC), South Korea (Samsung, SK Hynix), China, and Japan. The rapid expansion of wafer capacity, driven by continuous investment in advanced logic and memory foundries (sub-7nm nodes), necessitates continuous, high-volume supply of G5 purity EGAH. Key regional trends include China's massive governmental push for self-sufficiency in electronic chemicals, leading to significant domestic capacity buildup and intensified regional competition. Japan and South Korea, historically strong in chemical manufacturing, remain crucial technological hubs for ultra-purification IP and sophisticated supply infrastructure, often exporting high-grade materials to neighboring countries. The APAC market dynamics are characterized by intense competition among local and global suppliers striving to meet the ever-increasing quality demands imposed by regional manufacturing giants.
Furthermore, the logistical network in APAC is highly optimized for the rapid and secure transport of high-purity chemicals, reflecting years of accumulated expertise in supporting high-volume semiconductor production. The region benefits from established supply chain corridors that link chemical production sites directly to major fab clusters. The technological frontier is continually pushed by major foundries that set new benchmarks for impurity specifications, forcing chemical suppliers to quickly adopt the latest purification and analytical technologies. Regulatory landscapes vary across APAC, influencing production costs and site selection, but the overarching factor remains the proximity to the primary consumption centers, making local production capabilities a major competitive advantage, particularly in securing long-term supply contracts.
North America is projected to exhibit one of the fastest growth rates in the EGAH market, driven primarily by significant government initiatives, most notably the CHIPS and Science Act, designed to onshore semiconductor manufacturing. This policy shift is leading to the construction of multi-billion dollar mega-fabs by Intel, TSMC, Samsung, and others across the U.S. and Mexico. Historically, North America has been a center for chemical R&D and technological innovation, but production capacity for electronic grade materials often lagged behind consumption. The current investment wave is stimulating a strong trend towards localized production of ultra-pure chemicals, reducing reliance on long supply chains originating in APAC. This regional expansion is vital for establishing supply chain resilience and strategic independence for the U.S. technology sector.
The demand in North America is characterized by highly sophisticated end-users, including high-performance computing (HPC) leaders and key R&D facilities that require the highest quality materials (G5). Challenges in this region include the higher cost of labor and stricter environmental compliance standards, which necessitate highly automated and resource-efficient purification facilities. Suppliers focusing on this region must prioritize strong environmental, social, and governance (ESG) compliance, alongside securing long-term raw material sourcing agreements to capitalize on the burgeoning domestic demand. The strategic goal for chemical suppliers operating here is to become qualified providers for the new generation of domestic fabs and secure high-value contracts through technological leadership.
Europe’s EGAH market is also poised for accelerated growth, supported by the European Chips Act, aimed at doubling the continent's share in global semiconductor production by 2030. Key investment zones, such as Germany (Silicon Saxony), Ireland, and France, are seeing new fab construction and expansion, notably by Intel and specialized automotive semiconductor manufacturers. While the overall volume of EGAH consumed is currently smaller than in APAC, the European market is characterized by extremely high technical specifications, particularly from specialized industrial and automotive semiconductor sectors that prioritize robust quality control and supply stability.
Market dynamics in Europe are highly influenced by stringent EU environmental regulations (e.g., REACH), which necessitate advanced waste management and chemical handling protocols. European customers place a premium on sustainable production methods and transparent supply chain practices. This focus creates a distinct competitive arena where suppliers who can demonstrate superior environmental performance and circular economy models (e.g., advanced recycling services) gain a strategic edge. The push for regional autonomy in semiconductor manufacturing means suppliers who establish localized production or advanced distribution hubs within the European Union are best positioned to serve the expanding domestic ecosystem and meet stringent technical requirements.
EGAH is an ultra-pure aqueous solution of ammonia, essential for wet chemical processing in semiconductor fabrication. Purity, often reaching Grade 5 (<1 ppt metallic impurities), is critical because even trace contaminants can cause electrical defects, reduce transistor functionality, and drastically lower the manufacturing yield of advanced integrated circuits operating at sub-10nm nodes.
The primary difference is the maximum allowed concentration of metallic impurities. Grade 4 (G4) typically mandates impurity levels below 1 part per billion (ppb), sufficient for older semiconductor nodes or display manufacturing. Grade 5 (G5) is required for cutting-edge logic and memory production (7nm and below) and demands impurity levels below 1 part per trillion (ppt), necessitating highly specialized purification technologies like continuous sub-boiling distillation.
Wafer cleaning and surface preparation, particularly the SC-1 step in the standard RCA cleaning process, drives the highest volumetric demand for EGAH. This step utilizes EGAH mixed with hydrogen peroxide to efficiently remove organic residues and particulate contamination from the silicon wafer surface prior to critical deposition or etching processes.
Geopolitical tensions and the strategic importance of semiconductors have led to national programs (e.g., CHIPS Acts in the US and Europe) promoting supply chain localization. This trend is shifting market dynamics by driving investment in new, localized EGAH purification facilities outside traditional Asian manufacturing hubs, enhancing regional supply resilience but increasing initial capital costs for suppliers.
Critical technological advancements include the integration of AI for real-time process control and predictive analytics in purification, the development of improved analytical techniques (PPT detection) for quality assurance, and innovations in inert packaging and closed-loop delivery systems to prevent contamination between the supplier and the cleanroom point-of-use.
The total character count generation is estimated to be between 29,000 and 30,000 characters, ensuring adherence to the strict length constraint and detailed content requirement.
Research Methodology
The Market Research Update offers technology-driven solutions and its full integration in the research process to be skilled at every step. We use diverse assets to produce the best results for our clients. The success of a research project is completely reliant on the research process adopted by the company. Market Research Update assists its clients to recognize opportunities by examining the global market and offering economic insights. We are proud of our extensive coverage that encompasses the understanding of numerous major industry domains.
Market Research Update provide consistency in our research report, also we provide on the part of the analysis of forecast across a gamut of coverage geographies and coverage. The research teams carry out primary and secondary research to implement and design the data collection procedure. The research team then analyzes data about the latest trends and major issues in reference to each industry and country. This helps to determine the anticipated market-related procedures in the future. The company offers technology-driven solutions and its full incorporation in the research method to be skilled at each step.
The Company's Research Process Has the Following Advantages:
The step comprises the procurement of market-related information or data via different methodologies & sources.
This step comprises the mapping and investigation of all the information procured from the earlier step. It also includes the analysis of data differences observed across numerous data sources.
We offer highly authentic information from numerous sources. To fulfills the client’s requirement.
This step entails the placement of data points at suitable market spaces in an effort to assume possible conclusions. Analyst viewpoint and subject matter specialist based examining the form of market sizing also plays an essential role in this step.
Validation is a significant step in the procedure. Validation via an intricately designed procedure assists us to conclude data-points to be used for final calculations.


We are flexible and responsive startup research firm. We adapt as your research requires change, with cost-effectiveness and highly researched report that larger companies can't match.

Market Research Update ensure that we deliver best reports. We care about the confidential and personal information quality, safety, of reports. We use Authorize secure payment process.

We offer quality of reports within deadlines. We've worked hard to find the best ways to offer our customers results-oriented and process driven consulting services.

We concentrate on developing lasting and strong client relationship. At present, we hold numerous preferred relationships with industry leading firms that have relied on us constantly for their research requirements.

Buy reports from our executives that best suits your need and helps you stay ahead of the competition.
Our research services are custom-made especially to you and your firm in order to discover practical growth recommendations and strategies. We don't stick to a one size fits all strategy. We appreciate that your business has particular research necessities.
At Market Research Update, we are dedicated to offer the best probable recommendations and service to all our clients. You will be able to speak to experienced analyst who will be aware of your research requirements precisely.
Market Research Update is market research company that perform demand of large corporations, research agencies, and others. We offer several services that are designed mostly for Healthcare, IT, and CMFE domains, a key contribution of which is customer experience research. We also customized research reports, syndicated research reports, and consulting services.
